
گطچي•”•i‚ج‰ءچH•û–@‚©‚çŒںچ¸پAگفŒvژè–@‚ـ‚إ‚ًپuƒڈƒ“ƒXƒgƒbƒvپv‚إٹw‚ׂéپI–L•x‚بژ–—لڈW‚ً’ت‚¶‚ؤ‰ءچH‚إ‚«‚ب‚¢Œ`ڈَ‚ً—‰ً‚µپAگفŒv‚جژè–ك‚è‚ًچيŒ¸‚µپAƒRƒXƒgƒ_ƒEƒ“‚ًژہŒ»‚·‚éگفŒv•û–@‚ھگg‚ة‚آ‚پB
گطچيŒم‚ج•”•iŒںچ¸
گ}–تژwژ¦‚إڈo—ˆڈم‚ھ‚ء‚½•”•i‚ھپA‚«‚؟‚ٌ‚ئگ}–ت’ت‚è‚ة‰ءچH‚³‚ê‚ؤ‚¢‚é‚©Œںچ¸‚·‚é‘ھ’è‹@ٹي‚ً‰؛‹L‚ة‹“‚°‚ـ‚·پB
ƒmƒMƒX‚ة‚و‚é‘ھ’è
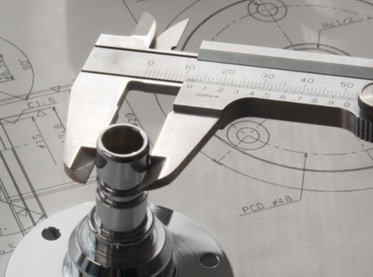
ƒmƒMƒX‚ح‹@ٹB‰ءچHچHڈê“à‚إ‚حپAچإ‚à•p”ة‚ةژg—p‚³‚ê‚é‘ھ’èچH‹ï‚إ‚·پBژهژع‚ئ•›ژع‚©‚ç‚ب‚è•ھ‰ً”\پi‘ھ’èٹي‚ھ”»•ت‚إ‚«‚éچإڈ¬‚ج“ا‚فژو‚è‰آ”\‚بچ·‚ج‚±‚ئپj‚ح0.05mm‚إ‚·‚ھپA‘ھ’èŒëچ·‚ھگ¶‚¶ˆص‚پA•غڈلگ¸“x‚حپ}0.2’ِ“x‚إ‚·پB
ٹOŒa‘ھ’èپA“àŒa‘ھ’èپAگ[‚³‘ھ’èپA’iچ·‘ھ’è‚ھ‰آ”\‚إ‚·پB‘ھ’è”حˆح‚ھ150mmپA300mm‚ھ‚ ‚èپA‚à‚ء‚ئ‘ه‚«‚¢‚à‚ج‚à‚ ‚è‚ـ‚·پB•›ژع‚ة‚و‚é‘ھ’è’l’¼“ا‚ھٹµ‚ê‚ب‚¢‚ئ“‚پAƒ_ƒCƒ„ƒ‹•t‚«ƒmƒMƒX‚âƒfƒWƒ^ƒ‹ƒmƒMƒX‚ھ•پ‹y‚µ‚ؤ‚¢‚ـ‚·پB

ƒ}ƒCƒNƒچƒپپ[ƒ^‚ة‚و‚é‘ھ’è
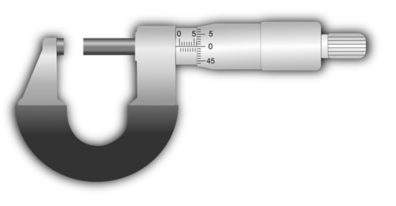
گ¸–§‚ب‚ث‚¶‚ج‰ٌ“]‚ً—ک—p‚µ‚½پAگ¸–§‚ب’·‚³‚ج‘ھ’è‚ة—p‚¢‚é‘ھ’è‹@ٹي‚إ‚·پB
ƒAƒ“ƒrƒ‹ƒg‚ئƒXƒsƒ“ƒhƒ‹‚جٹش‚ة‘ھ’蕨‚ً‹²‚ٌ‚إ‘ھ’肵‚ـ‚·پBƒ‰ƒ`ƒFƒbƒgƒXƒgƒbƒv‚ًژg‚¢‘ھ’蕨‚ة—ح‚ھ‰ء‚ي‚ç‚ب‚¢‚و‚¤‚ةپA‘ھ’肵‚ـ‚·پB
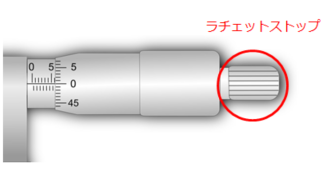
ƒVƒ“ƒuƒ‹‚ئŒ¾‚ي‚ê‚é•›ژع‚ج“ا‚ف•û‚ھ“‚پAچإ‹ك‚إ‚حƒfƒWƒ^ƒ‹ƒ}ƒCƒNƒچƒپپ[ƒ^‚à‚ ‚è‚ـ‚·پB•ھ‰ً”\‚ح0.01mm‚إ‚·‚ھپA‹C‰·‚â‘ج‰·‚ج‰e‹؟‚ًژَ‚¯‚ـ‚·‚ج‚إپA’چˆس‚ھ•K—v‚إ‚·پB

—p“r‚ة‰‚¶‚ؤپAƒ|ƒCƒ“ƒgƒ}ƒCƒNƒچƒپپ[ƒ^پAژO“_ƒ}ƒCƒNƒچƒپپ[ƒ^پAƒfƒvƒXƒ}ƒCƒNƒچƒپپ[ƒ^پAƒCƒ“ƒTƒCƒhƒ}ƒCƒNƒچƒپپ[ƒ^‚ب‚ا‚ھ‚ ‚è‚ـ‚·پB
ƒ_ƒCƒ„ƒ‹ƒQپ[ƒW‚ة‚و‚é‘ھ’è
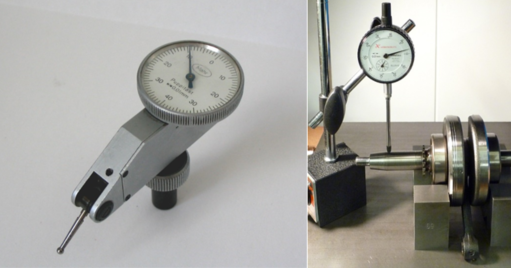
‰~Œ`‚ج–عگ·•”‚جƒ_ƒCƒ„ƒ‹‚ئƒXƒsƒ“ƒhƒ‹‚©‚çچ\گ¬‚³‚ê‚ـ‚·پBƒ}ƒOƒlƒbƒgƒXƒ^ƒ“ƒh‚ةژو‚è•t‚¯‚ؤپAژg—p‚µ‚ـ‚·پB
‘ھ’蕨‚ج’·‚³‚ً’¼“ا‚·‚é‘ھ’èٹي‚إ‚ح‚ب‚پA—ل‚¦‚خ30mm‚جƒuƒچƒbƒNƒQپ[ƒW‚إƒ[ƒچ“_’²گ®‚µپA30mm‚ج‘ھ’蕨‚ً‹²‚ٌ
‚إ30پ}ƒ_ƒCƒ„ƒ‹ƒQپ[ƒW‚ج“ا‚ف‚ئ‚µ‚ؤپA‘ھ’肵‚ـ‚·پB‘g—§Œ»ڈê‚إ‚حپAژ²‚ج‘¤–ت‚ةƒ}ƒOƒlƒbƒgƒXƒ^ƒ“ƒh‚إگعگG‚³‚¹پAژ²‚ًˆê‰ٌ“]‚³‚¹پAپ}‚ج’l‚ً“ا‚ف’l‚ھچإڈ¬‚ة‚ب‚é‚و‚¤‚ةپA’²گ®‚µ‚ـ‚·پB‚±‚ê‚ًگc‚¾‚µ‚ئŒ¾‚ء‚ؤ‚¢‚ـ‚·پB•ھ‰ً”\‚حپA0.01mm‚¨‚و‚ر0.0001mm‚ج‚à‚ج‚ھ‚ ‚è‚ـ‚·پB
ژOژںŒ³‘ھ’èٹي‚ة‚و‚é‘ھ’è

‘ھ’è‘خڈغ—§‘ج‚ًژOژںŒ³“I‚ةŒv‘ھ‚إ‚«‚é‘ھ’èٹي‚إ‚·پBگعگGژ®‚ئ”ٌگعگGژ®‚ة‘ه•ت‚³‚ê‚ـ‚·پB
گعگGژ®‚إ‚حƒvƒچپ[ƒu‚ئŒؤ‚خ‚ê‚éگGگj‚إ‘ھ’è‘خڈغ•¨‚ً‘ھ’肵پA”ٌگعگGژ®‚إ‚ح‘–چ¸ƒŒپ[ƒUپ[ƒvƒچپ[ƒu‚âŒُٹw‚إپA‘ھ’è‘خڈغ•¨‚ةگعگG‚¹‚¸Œv‘ھ‚µ‚ـ‚·پB
گ»•i‚ً“_‘ھ’è‚à‚µ‚‚حگü‘ھ’肵‚ؤپA“¾‚ç‚ꂽگ”’l‚إژOژںŒ³‚جچہ•W’l‚ًŒںڈo‚µ‚ـ‚·پB“_ŒQƒfپ[ƒ^‚ًچ‡گ¬‚µ‚ؤپA–ت—v‘f‚â‰~—v‘f‚ًچ‡گ¬‚µ‚ؤ‰~“›—v‘f‚ب‚ا‚ًچى‚邱‚ئ‚ھ‚إ‚«‚ـ‚·پB
‰~‚ج“àٹOŒa‚âپA•½–ت“xپA•½چs“xپA’¼ٹp“xپAˆت’u“x‚ب‚اٹô‰½Œِچ·‚à‹پ‚ك‚邱‚ئ‚ھ‚إ‚«‚ـ‚·پB‚±‚ê‚ç‚جŒںڈo’l‚حپAگع‘±‚³‚ꂽƒRƒ“ƒsƒ…پ[ƒ^‚ة‚و‚艉ژZڈˆ—‚³‚ê‚ـ‚·پB
’A‚µپAگ¸–§‚إ‚ ‚é‚ھ‚½‚كپAŒv‘ھڈًŒڈ‚àŒµ‚µ‚پA‹C‰·‚ج‰e‹؟‚ًژَ‚¯‚â‚·‚پAچP‰·ژ؛‚ھ•K—v‚ة‚ب‚è‚ـ‚·پB‚»‚µ‚ؤ‘ھ’蕨‚àچP‰·ژ؛‚ج‰·“x‚ة‚ب‚邱‚ئ‚ھ•K—v‚إ‚·پB
ŒہٹEƒQپ[ƒW‚ة‚و‚éŒںچ¸
ŒہٹEƒQپ[ƒW‚ح‘ھ’èٹي‚ئ‚حŒ¾‚¦‚ب‚¢‚©‚à’m‚ê‚ـ‚¹‚ٌ‚ھپA‚ح‚ك‚ ‚¢•”•i‚ً‘ه—ت‚ةگ¶ژY‚·‚éڈêچ‡‚ة‚حپA‚¢‚؟‚¢‚؟Œ»•¨‚ًڈم‹L‚ج‚و‚¤‚ب‘ھ’è•û–@‚إ‘ھ’肵‚ؤ‚¢‚ؤ‚ح”\—¦‚ھڈم‚ھ‚ç‚ب‚¢‚ج‚إپAŒہٹEƒQپ[ƒW‚ً—p‚¢‚ؤ‚ح‚ك‚ ‚¢گ،–@‚ًŒںچ¸‚µ‚ـ‚·پBŒٹƒQپ[ƒW‚ئژ²ƒQپ[ƒW‚ھ‚ ‚è‚ـ‚·پB‘ه—ت‚ة‘ھ’蕨‚ًˆµ‚¤‚ج‚إپAŒہٹEƒQپ[ƒW‚ة‚حژ،‹ï‚ئ‚µ‚ؤپAگ³ٹm‚بگ¸“x‚ئچd‚³‚ھ•K—v‚ة‚ب‚è‚ـ‚·پB
“ئژ©ٹJ”‚³‚ꂽMONOڈm‚جپuƒXƒeƒbƒvژ®ٹwڈKƒvƒچƒOƒ‰ƒ€پvپƒ–@گlچج—pژہگرپF‚V‚O‚Oژذˆبڈمپ„
ƒJƒeƒSƒٹپ[ƒپƒjƒ…پ[
ƒXƒ|ƒ“ƒTپ[ƒh ƒٹƒ“ƒN

