
切削部品の加工方法から検査、設計手法までを「ワンストップ」で学べる!豊富な事例集を通じて加工できない形状を理解し、設計の手戻りを削減し、コストダウンを実現する設計方法が身につく。
切削部品の設計方法_フライス加工の留意すべき点
切削部品を多用する機械装置の場合、規模にもよりますが、100単位の部品で構成されます。
1個の部品のコストを意識することは、機械全体の価格に大きく反映してきます。
例えば、加工のしやすさ、仕上げ記号1個の 多い少ないで部品のコストは大きく変わってきます。以下に、コストを意識した切削部品の設計方法を示します。
設計のポイントは、
- 工具のニゲに関するもの
- 加工のしやすさに関するもの
- 加工機のスペックに関するもの
に、大別されます。
フライス加工の留意すべき点
1. 溝加工は、刃物(エンドミル)が円筒形のため、エンド端をRにします。図のようにコーナー部に角が存在していると加工コストが高くなります。
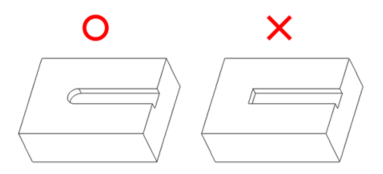
下図のように工具(エンドミル)は円柱形状をしているため、角部を削ることができません。角部を削るためには、放電加工など特殊な加工が必要となり、コストアップとなります。
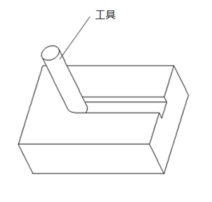
2. ポケット形状は、設計的に問題なければ開いた断面にしたほうが良いでしょう。閉じた断面の場合、工具をはじめに入れるための突っ込み加工をしなければならず、作業効率が悪くなります。
また、溝幅が広い加工の場合、Rを大きくした方が、作業能率が上がるため加工コストが安くなります。なぜなら大きな径の工具を使うことができ、フライス盤の往復を少なくすることができるからです。従って、設計上問題なければ、できるだけ大きなRを図面で指定しておくのがよいでしょう。
3. 切削に使われる材料にはJIS規格品があります。規格品のサイズから目的の形状に仕上げていきます。狙う厚みより大きすぎる素材の場合、加工コストが高くなります。
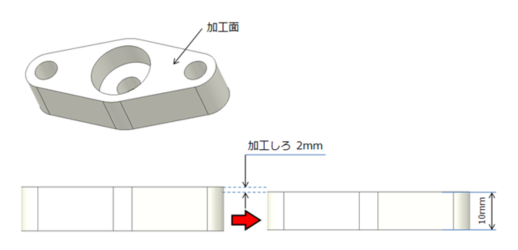
従って板厚は「加工しろ※」を考慮した厚みとし、規格品に近い厚みの材質などが選定されます。
例えば板厚ですが、設計寸法が10mmだとすると、JIS規格品より12mmを選定し、両側1mmまたは片側2mmの加工しろを設けます。
加工しろ(又は取りしろ)とは、目的のサイズにする前の削りしろのこと。例えば下図のように目的の寸法が10 mmで12 mmの材料から削っていく場合、加工しろ は2 mmとなります。
加工しろに似た言葉で、「仕上げしろ」があります。
「仕上げしろ」は「加工しろ」と異なります。加工前の材料から荒加工を行い、仕上げ前の状態で残っている余肉が仕上げ代となります。加工方法にもよりますが、通常仕上げ代は0.1mmから0.5mmくらいとなります。
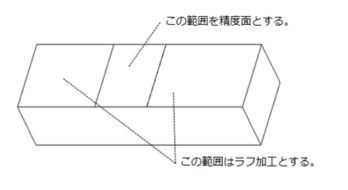
4. 寸法や形状の精度を必要とする幅は部品が機能する範囲でなるべく狭くします。狭くすることで、フライスにより1回で切削できるため加工コストが下がります。一方、精度を必要とする幅を広くした場合、フライスの刃物を何回か往復させなければならず、加工コストが上がります。
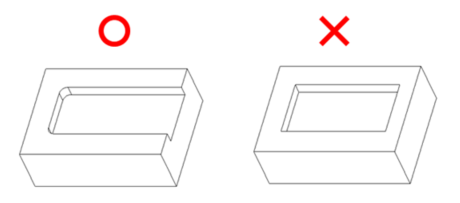
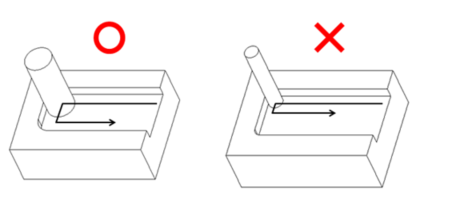
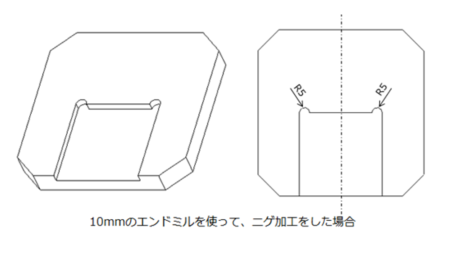
5. 下図のような形状の場合、設計的に問題なければニゲを設けます。ニゲを設けることで、工具交換を無くすことができ、作業者の工数削減となるため、コストダウンにつながります。
6. 寸法公差はその部品のサイズにもよりますが、機械のスペックを考慮して±0.02に抑えます。これは経験則となりますが、これ以上の精度を要求すると、加工賃が極端に高くなります。
例えば±0.1mmの場合、ノギスで測定可能ですが、±0.02はノギスで測定困難です。精度が高くなればなるほど加工コストが上昇します。
ポイントは、その製品に要求される精度を図面で指定するようにして、過剰な品質にならないようにします。

カテゴリーメニュー
スポンサード リンク


