
切削部品設計の基礎が学べるeラーニング販売中!
切削部品の加工方法から検査、設計手法までを「ワンストップ」で学べる!豊富な事例集を通じて加工できない形状を理解し、設計の手戻りを削減し、コストダウンを実現する設計方法が身につく。
切削部品の設計方法_旋盤加工の留意すべき点
旋盤加工の留意すべき点
1. 棒材のJIS規格品は一般的にプラス公差(大きめ)でできているので、はめあい公差 (軸と穴の組み合わせ) は全長すべてに入れるのではなく、必要な範囲(軸受がはまる範囲)を指定します。
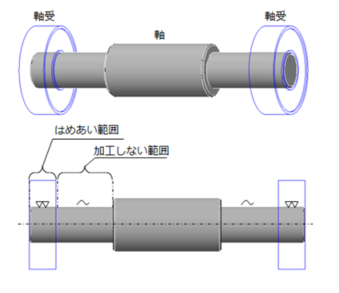
また、下図のように軸と穴がはめあい形状となる場合、軸側に面取りを設けます。穴側にニゲをつける加工は難しいからです。

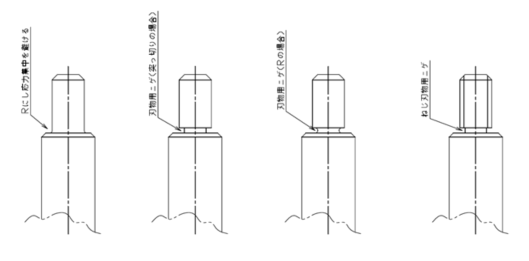
2. ねじ加工や研削には、根元に刃物用のニゲを設けます。
ボール盤による穴加工の留意すべき点
- 斜めの穴、タップ加工は必ず面取りをします。
- 溶接構成で、リブが穴、タップと干渉するときは、リブの位置を変更します。
- 下穴貫通不可の指定はブロックに限り、そうでもない板厚の場合、下穴を貫通させ加工を容易にし、掃除も簡単にします。
- タップ有効深さを吟味しなるべく浅くし、加工時間を短縮させます。
- タップ加工が多くある場合、タップ径はなるべく統一し、加工時間を短縮させます。
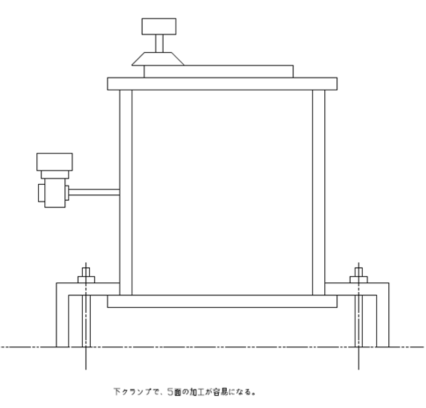
- 溶接構成の場合、クランプ代を下に設け、クランプとの干渉を無くします。
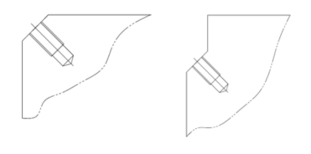
- 溶接構成で段差のある場合、主軸が入らない範囲の切削加工、穴、タップ加工は避けます。
- タップピッチは、ケガキの場合±0.5、ボール盤で±0.1程度に抑えます。

当サイトの記事は、無料会員登録をすることでPDFファイルで読むことができます。また、印刷することも可能です。設計者に必要となる製図、材料力学、機械要素など全部で18種類のテキストを無料でダウンロードしていただけます。
ダウンロードの詳細はこちらからご確認ください。
カテゴリーメニュー
スポンサード リンク


