
切削部品の加工方法から検査、設計手法までを「ワンストップ」で学べる!豊富な事例集を通じて加工できない形状を理解し、設計の手戻りを削減し、コストダウンを実現する設計方法が身につく。
切削加工部品の図示方法
切削加工、コストを意識した切削部品の設計方法を学び、いよいよ図面作成ですが、図面作成にはいくつかの約束事があります。それを以下に記述します。
寸法公差およびはめあい
図面に寸法を入れた場合、その寸法に誤差が無いように製作することは困難です。製品の組み付け上支障のない許容範囲を規定しているのが寸法公差です。これを普通許容差といい、工程ごとに、JIS B 0405〜0414に規定しています。
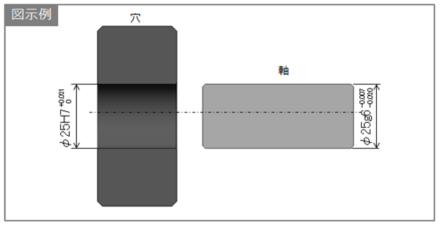
はめあいは嵌合する二つの部品の寸法公差です。はめあいは 穴基準式 と 軸基準式 がJISに定められています。穴を精度良く加工するより、軸を精度良く加工する方が加工費、設備費などの点で有利なため、一般的に穴基準式が用いられています。
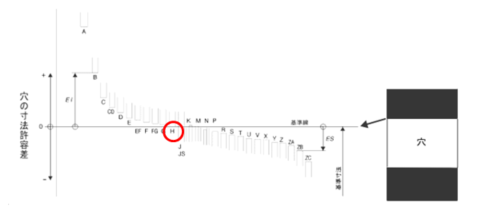
常用するはめあいの寸法許容差として、穴と軸の許容値がJIS B 0401に規定されています。穴はアルファベットの大文字で表されHを基準としてG,F・・とさかのぼるほど穴は大きくなり、J・K・・と下がるほど小さくなります。
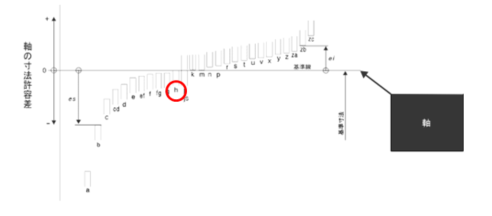
軸はアルファベットの小文字で表され、hを基準としてg、f・・さかのぼるほど軸は細くなり、js、k、m・・と下がるほど太くなります。
図面作成するときは、例えばH7を基準とした場合、精度の良い「すきまばめ」にg6、「中間ばめ」にm6、「軽いしまりばめ」にp6が良く利用されます。JIS B 0401の表を手元に置いておくと便利です。
はめあい |
記号 |
穴 |
軸 |
||
|---|---|---|---|---|---|
最大寸法 |
最小寸法 |
最大寸法 |
最小寸法 |
||
すきまばめ |
H7g6 |
25.021 |
25 |
24.993 |
24.98 |
中間ばめ |
H7m6 |
25.021 |
25.008 |
||
しまりばめ |
H7p6 |
25.035 |
25.022 |
||
表面粗度(表面性状)
表面粗さは、JIS規格によって中心線平均粗さ(Ra)、最大高さ粗さ(Rmax)、十点平均粗さ(Rz)が規定されています。但し最近では、中心線平均粗さ(Ra)が多く使用されます。
中心線平均粗さ(Ra)は、粗さ断面曲線の面積を求め、中心線から折り返し、中心線の下の部分の面積を引いた面積を測定長さlで割った値です。一般に中心線平均粗さ測定器で目盛から直読します。
最大高さ粗さ(Rmax)は、粗さ断面曲線から基準長さLを抜き取り、その部分の最大高さを求め、これをμm(マイクロメートル)で表した値です。
十点平均粗さ(Rz)は、粗さ断面曲線から基準長さLを抜き取り、高い方から3番目の山頂と深い方から3番目の谷底を通る2本の平行線の間隔を測定し、これをμm(マイクロメートル)で表した値です。
図面上で粗さを指示する記号が仕上記号です。仕上記号には波形記号「〜」と三角記号「▽」があります。波形記号はなめらかな生地のままを意味します。三角記号は▽で表し、▽を荒仕上(25a) ▽▽を並仕上(3.2a)、▽▽▽を上仕上(1.6a)、▽▽▽▽を精密仕上(0.2a)としています。但し、これは古いJIS表記となります。
最新のJISでは、下図の記号が使われていますが、古いJIS記号も使われているケースが多いので理解しておくと良いです。
最新のJIS記号詳細は、製図の基礎を学ぶ>表面粗さの書き方を参照ください。
現在は工作機械の精度が上がり、上仕上までは、加工できますが、精密仕上は研磨加工が必要です。粗さゲージがありますので、各粗さを覚えておくと良いです。
幾何公差
幾何公差(幾何学的な偏差の許容値)とは、機械部品の各部分の形状や位置が、設計の際に意図された理想的な形状、方向または位置から、どの程度までの狂いを許容できるかを示すものです。
幾何公差を規制するときに基準として用いる直線部分や平面部分をデータム軸直線、データム平面と言います。幾何公差に種類は、13種あります。種類と記号につきましては、「製図の基礎を学ぶ」を参照ください。
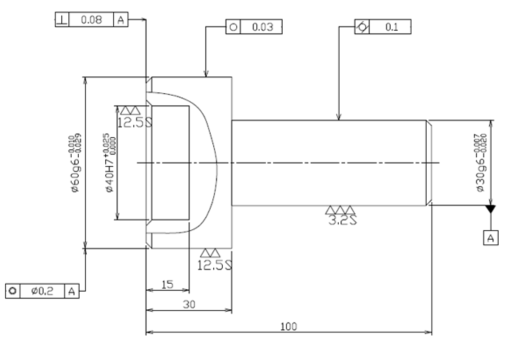
切削部品の図示方法を全て入れた図を示しますので、参考にしてください。

カテゴリーメニュー
スポンサード リンク


